


NOTA DE TAPA
MODELIZACIÓN DE EMISIONES DE GHG EN LA PLANIFICACIÓN DE LA REFINERÍA
Un desarrollo orientado a incorporar la proyección de emisiones de GHG scope 1 en el modelo de planificación de refinería, integrando esta variable al análisis de escenarios y al proceso de optimización operativa y económica.
Por Vanina Raffo y Yago Vidal (Raízen Argentina)
Este trabajo fue seleccionado del 7º Congreso Latinoamericano y del Caribe de Refinación del IAPG.
Introducción
Este trabajo presenta el desarrollo de una herramienta para integrar el cálculo de emisiones de gases de efecto invernadero (GEI) en el modelo de planificación de una refinería utilizando AUP. El objetivo es incorporar la capacidad de estimar las emisiones scope 1 a partir del consumo energético de cada unidad, permitiendo evaluar diferentes escenarios operativos y optimizar los planes de operación considerando las emisiones como una variable más del modelo.
Cabe aclarar que, en el marco de este trabajo, toda mención a emisiones GEI hace referencia exclusivamente a aquellas correspondientes al alcance 1 (scope 1).
Desarrollo
1. Procedimientos previos
Antes de iniciar el proceso de modelado, se llevó a cabo una serie de tareas fundamentales para asegurar la representatividad de los datos y la consistencia del modelo con el funcionamiento real de la refinería. Estas tareas comprendieron principalmente el mapeo de consumos energéticos y el cálculo de coeficientes y factores de emisión, que permitieron caracterizar de forma adecuada los consumos de combustible y vapor en cada una de las plantas.
1.1 Mapeo de consumo de combustible y vapor
Se realizó un mapeo del consumo de combustibles y vapor en cada planta, con el objetivo de establecer coeficientes de consumo específicos que pudieran ser utilizados en el modelo. Para ello, se definió un coeficiente de consumo de combustible, calculado como la razón entre el combustible consumido y la carga procesada en cada unidad. De manera análoga, se estableció un coeficiente de consumo de vapor, calculado como la relación entre el vapor utilizado y el combustible consumido.
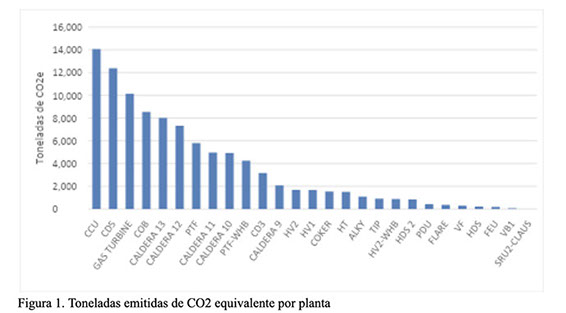
En la figura 1, se puede observar que la unidad de craqueo catalítico es la que más gases de efecto invernadero emite, seguida de la columna de destilación, la turbina de gas y la usina. Esto estableció un orden de importancia para las plantas en términos de emisión. Si bien la metodología es la misma para todas las unidades, en estas en particular se priorizó su modelado.
1.2 Supuestos adoptados para el cálculo de CO2 equivalente
Para estimar las emisiones totales de gases de efecto invernadero (GEI) en la refinería, se utilizó la siguiente fórmula para calcular las toneladas de CO₂ equivalente (CO₂e):
CO₂e = 1 × CO₂ + 21 × CH₄ + 303 × NOₓ
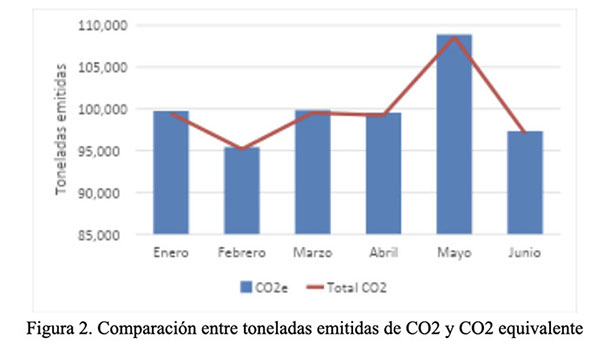
Sin embargo, al analizar los resultados, se observó que las emisiones de metano (CH₄) y óxidos de nitrógeno (NOₓ) eran despreciables en comparación con las de dióxido de carbono (CO₂). La Figura 2 muestra esta comparación, evidenciando el claro predominio del CO₂ en el total de emisiones.
En consecuencia, se decidió simplificar el modelo y calcular únicamente las toneladas reales de CO₂ emitidas, asumiendo que estas representan una muy buena aproximación de las emisiones totales expresadas en CO₂ equivalente.
1.3 Cálculo de factores de emisión
Se procedió de la siguiente manera según el tipo de combustible:
Fuel Oil (FO): Se utilizó un valor teórico de factor de emisión obtenido de la API Compendium of Greenhouse Gas Emissions Methodologies for the Oil and Natural Gas Industry (agosto de 2009)
Coke: El cálculo del factor de emisión (EF) se basó en la fracción de carbono presente en el sólido y la estequiometría de la reacción completa de oxidación del carbono a dióxido de carbono. La fórmula utilizada fue:
donde fc representa la fracción másica de carbono en el coke, 44 es el peso molecular del CO₂, y 12 el del carbono. En este caso en particular, asumimos que el coke es 100% carbono, por lo que Fc=1.
Fuel Gas (FG): Se mapeó la composición real del fuel gas y se calcularon los factores de emisión individuales de cada uno de sus componentes. A partir de estos valores, se determinó el factor de emisión total del fuel gas mediante un promedio ponderado según la proporción molar calculada por el modelo de cada componente en la mezcla.
Siendo:
Xi la fracción másica del componente
EFi el factor de emisión del componente
Ci relación estequiométrica CO2-Componente
PMj el peso molecular del componente
Gas Natural (GN): Se asumió una composición de 95 % metano y 5 % etano, por lo que el factor de emisión se calculó como un promedio ponderado entre ambos componentes.
2. Modelado de emisiones Scope 1
Modelado de la red de Fuel Gas
Dado que la composición del fuel gas no es constante a lo largo del tiempo, fue necesario introducir una modificación al modelo para permitir el cálculo dinámico de su factor de emisión.
La estimación del factor de emisión del fuel gas se realiza en dos etapas recursivas. En primer lugar, se calcula su composición promedio a partir de los aportes de las distintas corrientes. Luego, mediante una segunda recursión, se multiplica la fracción de cada componente por su respectivo factor de emisión, obteniendo así un factor de emisión total para el fuel gas en función de la carga total requerida en la refinería.
El uso de recursividad implica que el modelo de planificación, al ejecutarse, ajusta iterativamente los valores hasta alcanzar una solución consistente. Una vez determinado, el factor de emisión queda almacenado y disponible para ser utilizado por las unidades consumidoras de FG, permitiendo estimar las emisiones de CO₂ de manera alineada con el modelo general.
Modelado de unidades de proceso
Habiendo alineado previamente el consumo de combustible de la unidad con los valores observados en planta, se procedió a la implementación del modelo de emisiones.
Para incorporar este cálculo al modelo, fue necesario modificar la estructura de AUP, agregando a la matriz una serie de ecuaciones matemáticas. Estas permiten, en primer lugar, determinar el consumo total de fuel gas de cada planta, calculado a partir de su carga operativa y su requerimiento específico de este combustible. Luego, ese valor se multiplica por el factor de emisión correspondiente para estimar las emisiones de CO₂ generadas. Finalmente, estas emisiones son transferidas al modelo general, donde se consolida la información de todas las unidades de la refinería.
2.2.1 Modelado de plantas que consumen Fuel Oil
Dentro del modelo de emisiones, se contemplan las diferencias asociadas al uso de fuel oil como combustible. En este caso, se emplea un factor de emisión constante.
La lógica utilizada es la misma que se detalló previamente para el cálculo de emisiones por consumo de fuel gas. Dado que el factor de emisión del fuel oil se considera constante, ya no se requiere un submodelo específico. En cambio, este factor se integra directamente en la matriz principal como un coeficiente, producto del requerimiento de fuel oil por unidad y su correspondiente factor de emisión.
2.2.2 Modelado de plantas que consumen Fuel Gas y Gas Natural
En las unidades que también consumen gas natural en los hornos, modelamos el consumo de la unidad como si fuese todo fuel gas. Esto es debido a que el fuel gas producido internamente resulta insuficiente y es necesario inyectar habitualmente gas natural para cubrir la demanda total. Al incorporar el consumo real de gas natural dentro del balance de fuel gas, el modelo refleja correctamente el aumento de la proporción de gas natural en la red. Esta mayor proporción se traduce, automáticamente, en una modificación del factor de emisión aplicado.
2.2.3 Servicios esenciales
En cuanto a la usina, no se discrimina el consumo ni las emisiones por caldera individual, sino que todas fueron representadas como un conjunto, considerando el consumo total de combustible. Para alinear dicho consumo con los valores reales, se ajustaron las eficiencias de producción de vapor de media presión. En lo que respecta al modelado, se mantuvo la misma estructura que se desarrolló anteriormente.
2.2.4 Modelado de las columnas de destilación
Las unidades de destilación se modelaron distinto, ya que están modeladas a través del esquema ASSAY. La configuración interna de este archivo no resulta compatible con la lógica de cálculo de emisiones desarrollada.
Para resolver esta limitación, se implementó una estrategia basada en la utilización del modelo de swing cuts. Se incorporó en el ASSAY una lógica que permite trasladar el requerimiento de combustible de la unidad de destilación hacia el modelo de swing cuts. Una vez integrado el dato de consumo, se aplicó la misma estructura de cálculo de emisiones previamente descripta. Para cada unidad de destilación, se replicó el bloque de cálculo correspondiente y se incorporó dentro de su ASSAY.
Adicionalmente, se consideró que, aunque ocasionalmente estas unidades consumen fuel oil, la naturaleza esporádica y no constante de esta alimentación llevó a la decisión de no contemplar su impacto en las emisiones del modelo. Desde el punto de vista de la planificación, siempre se va a priorizar el consumo de fuel gas en las unidades de destilación, la situación esporádica de consumo de fuel oil será un desvío de emisiones contra el plan.
2.2.5 Modelado de la turbina de gas
En el caso de la turbina, que utiliza exclusivamente gas natural, las emisiones se estiman directamente aplicando el factor de emisión correspondiente a este combustible. Para ello, se incorporó dicho factor al modelo siguiendo el mismo criterio utilizado previamente para el fuel oil.
2.3 Submodel CO2
Se desarrolló un modelo específico con el objetivo de consolidar las emisiones totales de Alcance 1 (Scope 1) de toda la refinería en un único punto. Este modelo recopila y suma las emisiones calculadas en cada uno de los submodelos de planta, permitiendo así una visualización rápida y global del impacto ambiental. Además, en este modelo es posible incorporar restricciones de capacidad de emisiones de CO₂, habilitando el análisis de distintos escenarios y decisiones orientadas a la limitación de emisiones dentro del proceso de optimización.
3. Resultados de la herramienta
Para probar la funcionalidad del modelo, se decidió restringir las emisiones totales de la refinería entre 2000 y 3000 toneladas de CO₂e por día. En respuesta, el modelo eligió primero reducir la carga de las unidades de destilación, lo que provocó una disminución en las unidades de alto vacío, las hidrodesulfuradoras y la hidrotratadora (es decir, unidades aguas abajo). Luego, comenzó a disminuir la carga del cracking catalítico, lo cual se explica por una cuestión de márgenes: en cierto punto, resulta más eficiente reducir la carga en el cracking que seguir afectando otras unidades. En una etapa posterior, como última opción, se redujo la carga de aquellas plantas en las que el margen es mayor.
Finalmente, al intentar restringir aún más las emisiones, el modelo deja de funcionar: se alcanza un límite en el que ya no es posible seguir disminuyendo las emisiones sin comprometer la viabilidad operativa del sistema.
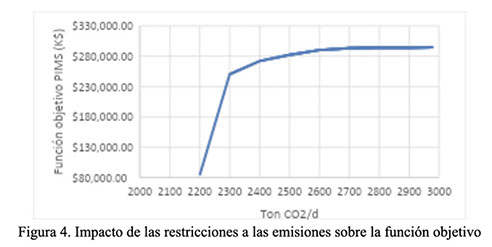
En la Figura 4, se observa el impacto de las restricciones sobre la función objetivo del modelo. A medida que se limitan progresivamente las emisiones, la función disminuye, lo cual resulta coherente con la lógica del proceso: para reducir emisiones es necesario disminuir el consumo de combustible, lo que implica bajar la carga de planta y, en consecuencia, reducir la producción.
Todo esto demuestra que el modelo responde de manera coherente y esperada ante restricciones en las emisiones.
Conclusiones
La incorporación del cálculo de emisiones de gases de efecto invernadero al modelo de planificación permitió dotar a la herramienta de una funcionalidad adicional clave: cuantificar y evaluar las emisiones scope 1 asociadas a cada plan operativo.
Además, el comportamiento del modelo ante restricciones de emisiones demostró ser coherente con la lógica operativa de la refinería, validando tanto la metodología como los supuestos adoptados. Esta herramienta abre la posibilidad de incluir restricciones ambientales dentro del proceso de optimización, fortaleciendo el análisis de escenarios en la toma de decisiones de planificación.
Bibliografía
Aspen Technology, Inc. (2023). GHG emissions reporting: Scopes 1, 2, and 3 for refinery planning using Aspen PIMS-AO. Aspen Technology. https://greet.es.anl.gov/


> SUMARIO DE NOTAS
TRANSICIÓN ENERGÉTICA. PRODUCCIÓN DE E-FUELS PARA LOS SECTORES DE AVIACIÓN Y MARÍTIMO
MODELIZACIÓN DE EMISIONES DE GHG EN LA PLANIFICACIÓN DE LA REFINERÍA
UN ENFOQUE PASO A PASO PARA REDUCIR LA HUELLA DE CO₂ A TRAVÉS DE UNIDADES SRU
IMPLEMENTACIÓN DE TECNOLOGÍA DE GEMELO DIGITAL COMO SISTEMA DE MANEJO DE LA ENERGÍA EN REFINERÍA CAMPANA
> Ver todas las notas

Instituto Argentino del Petróleo y del Gas
Maipú 639 (C1006ACG) - Tel: (54 11) 5277 IAPG (4274)
Buenos Aires - Argentina
> SECCIONES
> NUESTRAS REDES
Copyright © 2025, Instituto Argentino del Petróleo y del Gas,todos los derechos reservados