


NOTA TÉCNICA
RECUPERO DE LODO OBM DEL CUTTING DE PERFORACIÓN
Por Diego Alfonso Rosa (Chevron)
Un proyecto desarrollado en Fortín de Piedra que evaluó alternativas para reducir la humectación de lodo OBM en los cuttings de perforación, optimizar su recupero y mejorar la eficiencia operativa en pozos no convencionales.
Por Adolfo Raed; Cecilia María Carreño Venegas; Luis Velasco (Tecpetrol).
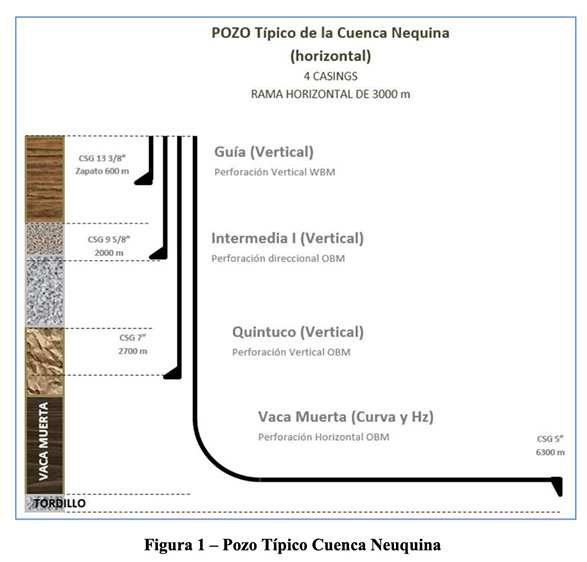
La perforación de pozos horizontales no convencionales presenta muchos desafíos desde lo técnico, principalmente relacionados por ser pozos horizontales y de largo alcance, lo que trae aparejado el cuidado minucioso de ciertas variables (torque y arrastre, limpieza de pozo, inhibición y tolerancia a las contaminaciones). Como dato adicional, las ramas horizontales típicas suelen ser entre 2500 m y 4000 m. Un pozo NOC horizontal tipo de la cuenca puede ser el siguiente (figura 1)
Como puede verse en la figura 1, el pozo típico de la Cuenca Neuquina tiene una rama horizontal de entre 2500-3000 m, valor típico, y con una longitud total de 5800m-6300 m. Dicho esto, es que el fluido de perforación representa un desafío enorme desde el punto de vista del diseño. Para pozos con estas características el fluido mayormente utilizado es lodo Base Aceite (OBM), por sus excelentes condiciones de lubricidad y estabilidad. Es por eso que el lodo OBM es la elección típica para estos pozos.
El lodo de perforación tiene dentro de sus solicitudes de diseño, el arrastre/limpieza de los recortes de perforación generados por el trépano. Estos recortes son llevados a superficie hasta las zarandas primarias donde se realiza un tamizado del lodo con el objetivo de separar los recortes. Los recortes que han sido separados se envían a disposición final a una tratadora. Como es de esperar por la naturaleza de esta operación, es decir que los recortes viajan en el seno del fluido hasta la superficie, al realizarles el tamizado quedan humectados con lodo. Lo que busca este tamizado es lograr que la humectación sobre los cuttings sea la menor posible, esto no solo por la parte medioambiental sino en lo económico ya que el lodo recuperado se puede volver a reutilizar y esto representa un ahorro significativo (posteriormente se verificaron también, beneficios en seguridad)
Se destaca, que para la implementación de la tecnología se requirió un protocolo de prueba, el seguimiento por 7 pads (18 pozos) hasta poder entender perfectamente el comportamiento del equipamiento, ajuste de las variables y sobre todo la consistencia de los resultados.
Desarrollo
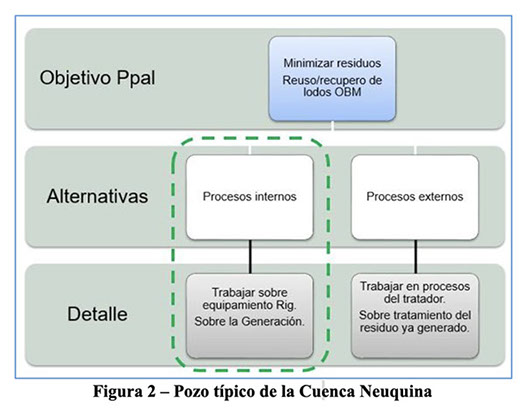
Como mencionamos durante la Introducción, para el tratamiento de los cuttings de perforación se analizaron varias opciones. Iniciamos el estudio de las alternativas evaluando las opciones tanto internas a la perforación, es decir las opciones dentro del pad para hacer tratamiento in situ, como las opciones que se podían desarrollar fuera del pad, apuntadas a mejoras en los procesos de las tratadoras o bien incorporación de nuevas tecnologías, siempre por fuera del pad. El foco lo ubicamos en procesos internos al pad con el fin de acotar el análisis y ver las alternativas en esta instancia inicial sobre el control dentro de nuestros procesos en locación (figura 2)
Los objetivos sobre la selección de la tecnología Screen Pulse fueron los siguientes:
Objetivo Primario
● Minimizar la generación de residuos OBM (lodo impregnado en cuttings de perforación)
● Recupero y posterior reuso del lodo recuperado
Objetivo Secundario
● Disminuir el riesgo de contingencias ambientales por el transporte, acopio / almacenamiento de residuos contaminados fuera del área de concesión y en predios de terceros.
● Disminuir el flujo de residuos hacia las tratadoras para evitar situaciones de cuello de botella por incremento en la actividad.
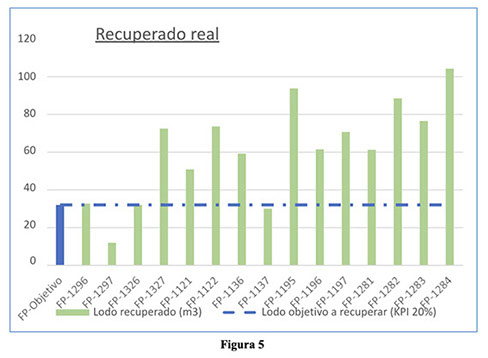
El objetivo cuantificado sobre volumen a recuperar acordado fue un recupero probado de al menos 20% sobre el valor de humectación de cuttings con el equipamiento en OFF (en condiciones normales de operación sin la tecnología Screen Pulse). El valor promedio histórico de consumo de lodo en zarandas primarias que teníamos en Fortín de Piedra era de 160 m3/pozo. Sobre este valor se debían obtener 32 m3/pozo de ahorro (20%)
Tecnología Screen Pulse
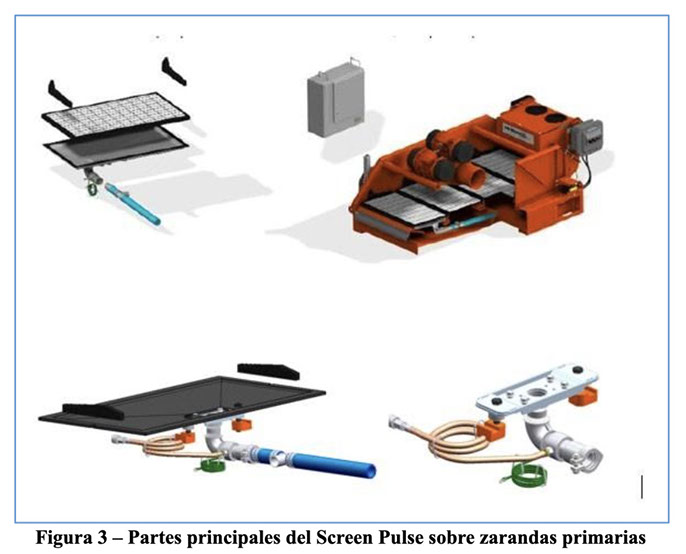
La tecnología Screen Pulse consiste en un sistema neumático que crea pulsos de succión en las mallas de las zarandas primarias para mejor recuperación de fluido humectado en los cuttings de perforación. Se maximiza la separación de fluidos de los cuttings, se obtiene una manipulación de contenedores en locación con menor probabilidad de derrames, se reduce la logística con el transporte de los cortes, los riesgos de accidentes terrestres y la reducción de las emisiones de gases hacia la atmósfera (figura 3)
Prueba de Campo
Para la prueba de campo se realizó en conjunto con SLB un protocolo de prueba hasta el momento no existente. El objetivo de este protocolo era poder ver la diferencia de humectación de los cuttings de perforación, justamente durante la perforación, tomando muestras de cutting en diferentes profundidades tanto con el equipamiento en ON como en OFF. Luego en el laboratorio realizar las pruebas correspondientes (densidad del Cutting y Retorta) y así llegar a los valores de recupero de fluido reales. Todos estos irían compilando en la historia del pozo para luego armar el lookback del desempeño real y poder ajustar para próximas operaciones
Para esto se montó un laboratorio in situ (en campo) con operadores para la recolección de muestras y posterior evaluación en laboratorio.
Contingencias evaluadas y no contempladas
Se consideraron posibles contingencias sobre la operación que se fueron evaluando durante cada Pad, posible rotura prematura de mallas de zarandas primarias, incremento de LGS en el lodo, demoras ocasionadas por alguna complejidad en el montaje y operación del equipamiento a
utilizar. Todas estas dudas fueron siendo cerradas, sin tener un impacto dentro de la operación de perforación.
Pero en contrapunto aparecieron 2 contingencias no previstas que hubo que resolver de diferentes maneras
Contingencia 1 – Rotura de bandeja colectora
En las primeras operaciones se tuvo rotura prematura de la bandeja colectora por motivos que eran desconocidos hasta el momento. Se realizó junto con la compañía de Torre de Perforación, Control de Sólidos y SLB una inspección de las zarandas primarias para entender la problemática. Se llegó a la conclusión de que la calidad de los burletes no era la adecuada para el requerimiento de esta tecnología. Las vibraciones de la zaranda provocaban el daño de la bandeja al no estar correctamente ajustada por la calidad de los burletes, con lo cual se solicitaron los burletes de una calidad superior y el problema fue resuelto.
Contingencia 2 – Tipo de roca perforada y sección (caudales, ROP)
El rendimiento del equipamiento variaba según la formación que se estaba perforando (no solo el tipo de roca sino Caudales, ROP), con lo cual se fueron realizando ajustes necesarios para lograr el rendimiento requerido para la etapa en cuestión. El ajuste del trabajo del Screen Pulse se realiza modificando los parámetros de trabajo, frecuencia e intensidad del pulso neumático. Esas variables de ajuste se iban analizando sección a sección con los cambios necesarios que hicieran falta durante la misma sección.
A la finalización de cada Operación se realizaba un lookback del desempeño del equipamiento con toda la data correspondiente, junto con las propuestas de mejora.
Resultados y Beneficios Obtenidos
Los resultados fueron los siguientes (Figura 5). El objetivo, como se mencionó anteriormente, era recuperar 32 m3 de lodo humectado en cuttings, valor que se desprendía del promedio histórico que se tenía en fortín de piedra (en zarandas primarias 160 m3). Se logra ver que el resultado final, (exceptuando 2 casos que fueron estudiados por separado), supera el recupero de 20% esperado
Beneficios Generales
Durante la evaluación del proyecto en el período de prueba se fueron evaluando los beneficios que se obtuvieron. No solo los ambientales y económicos sino algunos adicionales de seguridad que fueron añadiéndose al proyecto (Figura 6).
Huella de carbono (adicional evaluado luego)
Por los distintos puntos que implica no tener que darle disposición final al lodo recuperado, se tuvo una reducción de la huella de carbono. Se redujeron emisiones por un total equivalente de
14.1 Tons de CO2 (El tratamiento y disposición final de 1698 m3 de lodo)
Conclusiones
Según la experiencia que tuvimos, y que actualmente estamos teniendo en Fortín de Piedra, consideramos que el uso de Screen Pulse ha sido favorable considerando las 3 aristas que fueron consideradas en los beneficios totales.
Medioambiente
- Menor desecho a disposición final (1698 m3 menos de lodo a disposiciones final)
- Menores emisiones14.1 Ton de CO2 equivalente menos
Seguridad
- Menor volumen manipulado en locación
- Menos viajes de camiones (452 contenedores menos y 150 viajes de camiones)
Ahorro
- Ahorro de más del 20% de lodo sobre valores históricos promedios de operación
- Ahorro del costo de tratamiento en tratadoras
- Ahorro por reutilización de lodo en la operación y en tiempo real.


Instituto Argentino del Petróleo y del Gas
Maipú 639 (C1006ACG) - Tel: (54 11) 5277 IAPG (4274)
Buenos Aires - Argentina
> SECCIONES
> NUESTRAS REDES
Copyright © 2025, Instituto Argentino del Petróleo y del Gas,todos los derechos reservados